Découvrez nos procédés de fabrication
Ce schéma vous indique le flux de traitement de votre commande





Tous les lots produits sont contrôlés durant leur fabrication et avant expédition. Chaque gamme de contrôle est définie après analyse de risque : suivant l’application finale de la pièce, suivant les exigences client et suivant le retour d’expérience des fabrications passées. La gamme de contrôle est formalisée dans un plan d’assurance qualité soumis à validation du client. Toute modification significative du procédé de fabrication et/ou de contrôle est soumise à validation du client.
Les contrôles réalisés sur vos pièces sont multiples. Nous les adaptons bien sûr en fonction de vos spécifications. Les principaux sont listés ci-après.

Il est réalisé sur 100% de la surface de 100% des pièces par du personnel COFREND niveau 2. Les contrôles sont réalisés conformément aux normes NF EN 10228-2 et ISO 3452-1.
La ligne de ressuage est une ligne SREM dédiée aux produits destinés au marché médical. Nos produits sont de sensibilité S3. Une nouvelle chaîne de ressuage a été installée en 2016.
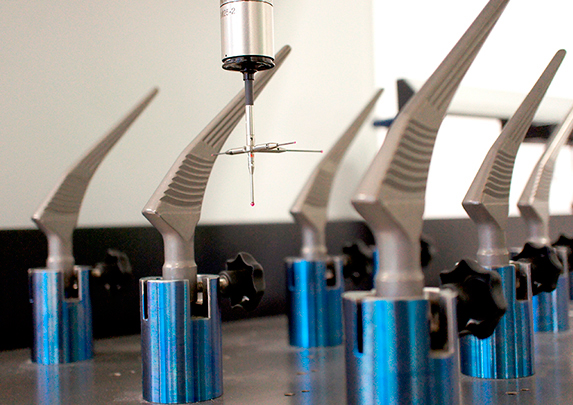
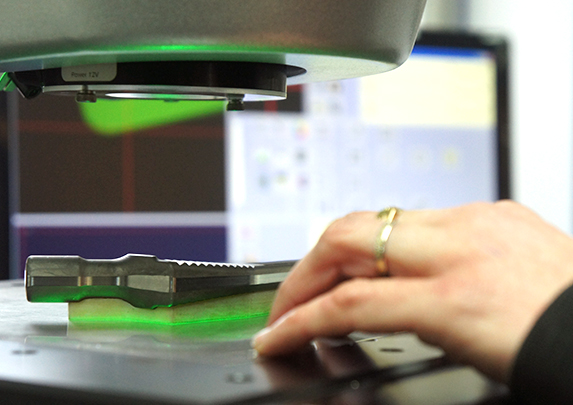
Ils sont effectués aux différentes étapes de production et en final avant livraison. Ils sont réalisés avec des outils manuels (pieds à coulisse, calibres, projecteurs de profil, …) ou automatiques (machine tridimentionnelle).



Tous nos sous-traitants sont habilités COFRAC. Ils peuvent réaliser des essais de traction suivant ASTM E8/E8M ou ISO 6892-1. Une traçabilité complète est assurée, ainsi qu’une maîtrise de la prestation garantie par l’utilisation de cahiers des charges précis. D’autres essais peuvent être réalisés sur demande, selon les exigences spécifiques de nos clients (teneur en hydrogène, profondeur d’alpha case, fibrage…).


Elle comprend 10 personnes dont 2 contrôleurs ressuage et magnétoscopie COFREND niveau 2. L’expérience moyenne dépasse les 15 ans. La polyvalence est développée dans l’équipe contrôle.

Technicienne de contrôle
FORGINAL medical
Je suis arrivée en forge par hasard, mais depuis mon arrivée, je n’ai cessé de faire des formations pour le poste. Ça me plait. Je voudrais prendre la place des anciens qui partent à la retraite. C’est eux qui me forment.


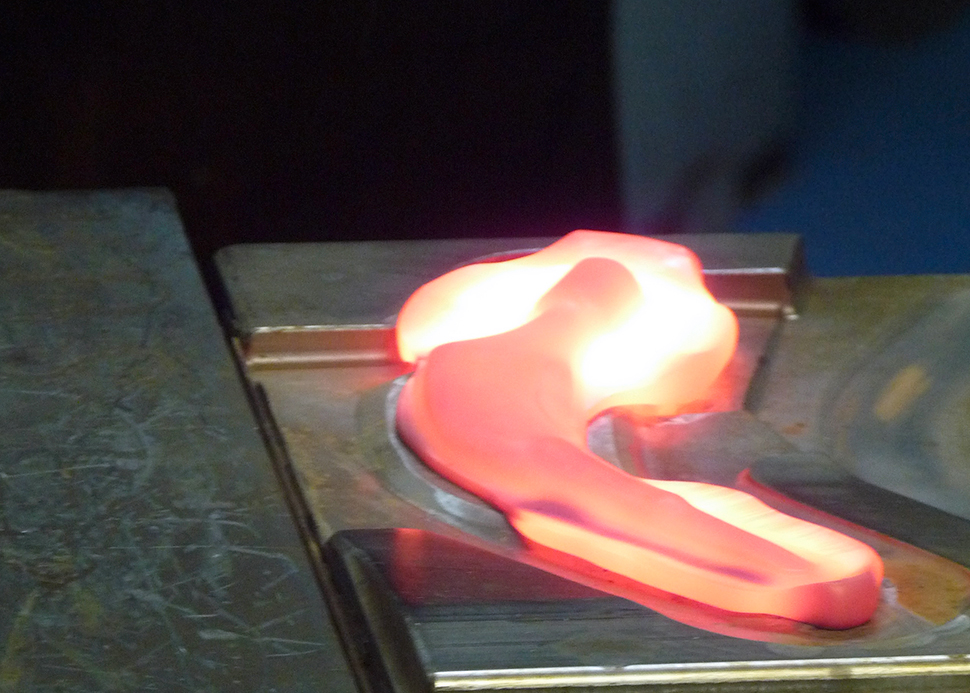
La fabrication en forge à chaud est régentée précisément selon la gamme de fabrication, définie par le service méthodes. Le process et les outils de production préconisés varient en fonction de vos spécifications.
Voici le déroulement d’une gamme de forge habituelle :
FORGINAL medical déploie son savoir-faire au service de l’innovation et de la recherche et développement. Cet engagement lui a permis d’acquérir une grande qualité de forge :

Responsable de forge
FORGINAL medical
Ce qui me plaît ? faire des choses qui sont utiles et bénéfiques aux autres ! On produit des prothèses qui améliorent la vie des gens, leur confort. Il faut aussi vraiment aimer la précision et le travail bien fait
Elle comprend 3 personnes et un responsable de forge. L’expérience moyenne du personnel est de 15 ans dans le domaine de la forge médicale.
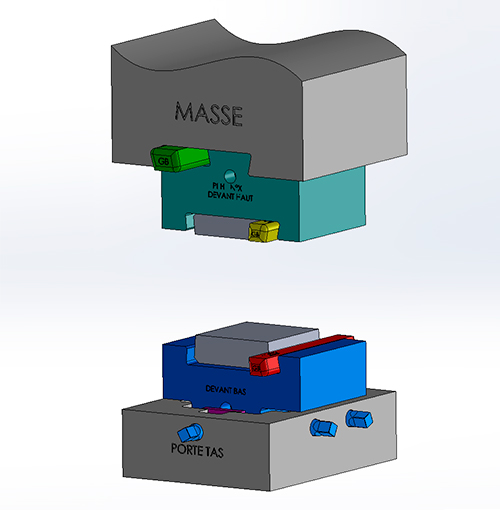
Le service outillage reçoit les plans de CAO du bureau d’études. A partir de là, il créée les programmes d’usinage pour chacune des parties d’outillage. Il faut en effet plusieurs assemblages d’outils pour la réalisation de vos pièces en forge :

Ces inserts sont montés directement sur nos marteaux pilons. C’est dans cette partie qu’est forgée votre pièce à chaud. Dans la majorité des cas, on y trouvera une ébauche et une finition.

cette partie de l’outillage nous sert à découper la chatille (la partie de la matière restante autour de la pièce après forge).

Mors d’usinage
Calibre de contrôle
Outil de cambrage
Semelle de marquage…
FORGINAL medical possède aussi la particularité de fabriquer en interne ses portes inserts, portes tas et masses . En partenariat avec le service maintenance, le service outillage maintient l’appareil de production en bon état de marche.

Elle comprend 7 personnes. Tous sont diplômés en usinage et ont une expérience professionnelle dans ce domaine de minimum 10 ans.

Après cette analyse, il détermine la gamme de fabrication adaptée à vos besoins. Il précise les moyens de production, les opérations de sous-traitance et les contrôles à effectuer.
Ce service est situé au centre de l’activité pour être en relation avec les équipes opérationnelles de l’entreprise. Ce n’est qu’après leur validation du processus de fabrication et des essais sur les pièces que les séries sont lancées en production. L’expérience métier des méthodistes garantit l’optimisation des gammes de production.
Elle comprend 2 personnes qui sont issus de formation technique et ont une expérience professionnelle de plus de 20 ans dans la métallurgie.

Responsable méthodes
FORGINAL medical
Ce qui me plait dans mon travail c’est toute l’étude technique et de processus de toutes les pièces réalisées chez FORGINAL medical. On est à la création du projet. On est là pour figer les règles afin que tout soit réalisé dans les règles de l’art du travail et de la réalisation de la pièce.

Le bureau d’étude a donc pour tâche de transformer les plans de pièces finies, fournies par vos soins, en plans de pièces forgées.
Chaque pièce client est reconstruite en 3 dimensions sous Solidworks™ afin d’inclure les éléments qui rendront possible sa fabrication en forge. Divers éléments techniques sont vérifiés lors de cette étape (dépouille, rayonnage, plan de joint, tolérances dimensionnelles, tolérances de forme…).
Après votre validation du plan de forge, le bureau d’études conçoit les divers éléments composant les outillages à chaud et de découpe. Il simule le parcours d’usinage de chaque outil pour assurer le meilleur visuel possible après forge.
Les règles de conception d’un outil de forge ne se limitent pas à une empreinte de forme. Une étude approfondie est nécessaire afin de :

C’est un membre de l’équipe CAO. Il prend en charge votre projet et A à Z, depuis la conception de votre pièce jusqu’à la production en série.
Le bureau d’études comprend 5 personnes. Tous sont formés sur les logiciels de conception et d’usinage. Tous sont issus d’études techniques et justifient d’une expérience professionnelle d’au moins 5 ans.
Ce sont les règles internes de FORGINAL medical pour la conception des outils. Elles sont un mélange de règles de forge traditionnelle couplées aux compétences métier de FORGINAL medical et capitalisent les acquis d’expérience de l’entreprise depuis 35 ans.

Bureau d’étude conception
FORGINAL medical
J’aime bien ce que je fais parce que c’est un des rares métiers où tu passes d’un simple « bout de ferrailles » à une pièce finie et précise. Dans mon métier, je crée, aidé par des outils qui ont des possibilités presque infinies.
Après forge, il reste une multitude de tâches à effectuer avant de pouvoir obtenir une pièce finie. En voici les étapes principales :
 Nous extrayons, avec un outil de découpe les bavures résiduelles uniquement au moment de la phase forge d’ébauche.
Nous extrayons, avec un outil de découpe les bavures résiduelles uniquement au moment de la phase forge d’ébauche.
Ensuite, nous mettons en place une opération de contournage sur les pièces sortant de l’estampage de finition afin de ne pas créer de défaut au niveau du plan de joint des prothèses mais également pour ne pas déformer celles-ci. En effet, cette technique (contrairement à une finition en presse) nous permet de garantir une conformité parfaite du design de vos produits. Le titane étant une matière à mémoire de forme, un redressage ne masquerait le défaut que temporairement.
Ce contournage permet de faciliter l’opération de polissage en ne laissant qu’une infime partie de plan de joint à reprendre pour uniformiser le galbe final de vos pièces.

Le premier sert à reprendre les rayons de la pièce pour éliminer définitivement toutes traces d’usinage.
Le second permet de :

Le polissage mécano-chimique ou tribofinition est un procédé qui consiste à ébavurer et à affiner la surface de pièces métalliques. Les pièces sont insérées dans un mélange abrasif en mouvement rotatif dans une cuve fermée.
Suite à ce traitement, on obtient le lissage souhaité selon la durée de polissage et les paramètres de vitesse. Ceux-ci sont précisément définis dans la gamme de fabrication de vos pièces en fonction de l’aspect que vous désirez obtenir.

Responsable du service polissage
FORGINAL medical
Je suis responsable du service polissage. Je l’ai monté de A à Z et je continue de l’améliorer. La direction nous fait entièrement confiance et c’est très agréable. Je pense que c’est comme ça qu’on fait du bon travail.
6 personnes.
La personne dédiée au contournage est une ancienne polisseuse. Elle connaît donc parfaitement bien les contraintes imposées à l’étape de parachèvement suivante. Elle travaille en équipe avec le polissage.
La partie polissage est un des services les plus critiques du parachèvement, ce qui nécessite un savoir-faire important ainsi que beaucoup de finesse dans le geste. Nos polisseuses de finition ont au minimum 5 ans d’expérience.