See our manufacturing processes
This diagram shows you the workflow of your order
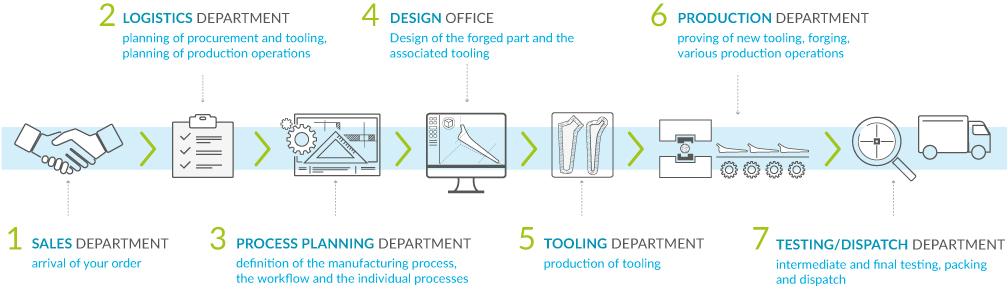




There are numerous tasks to be carried out after forging, in order to obtain a finished part. These are the main steps :
 We use a trimming tool to remove any remaining flash on the rough forging. This is not required on the finished forgings.
We use a trimming tool to remove any remaining flash on the rough forging. This is not required on the finished forgings.
We then carry out a contouring operation on the finish-forged parts to avoid creating any defects at the parting lines of the prostheses and to avoid any deformation.
This technique (unlike finishing in a press) enables us to guarantee full compliance of the design of your products. As titanium is a material that has a shape memory, straightening would only mask any defect temporarily.
This contouring makes the polishing operation easier as it leaves only a tiny portion of the parting line to be smoothed out to give a perfect finish to your parts.

In the first, any machining marks are polished off.
In the second :

Chemical-mechanical polishing or tribofinishing is a process for deburring and refining the surface of metal parts. The parts are placed in a rotating abrasive mixture
in a closed tank.
This treatment gives the required smoothness depending upon the parameters such as polishing time and speed of rotation.
These criteria are precisely defined in the manufacturing process for your parts according to the appearance you want to obtain.

Polishing Department Manager
FORGINAL medical
I manage the polishing department. I set up the whole department, and I am continuing to improve it. The management have complete faith in us and this is great. I believe that's the way good work is achieved.
6 people.
Contouring is entrusted to the proven know-how of a polisher with many years’ experience.
This person has an excellent knowledge of the requirements of all the steps in the finishing process and works as part of the polishing team.
Polishing is one of the most critical parts of the finishing process. It requires considerable know-how and great precision of movement. Our finish polishers have at least 5 years’ experience.


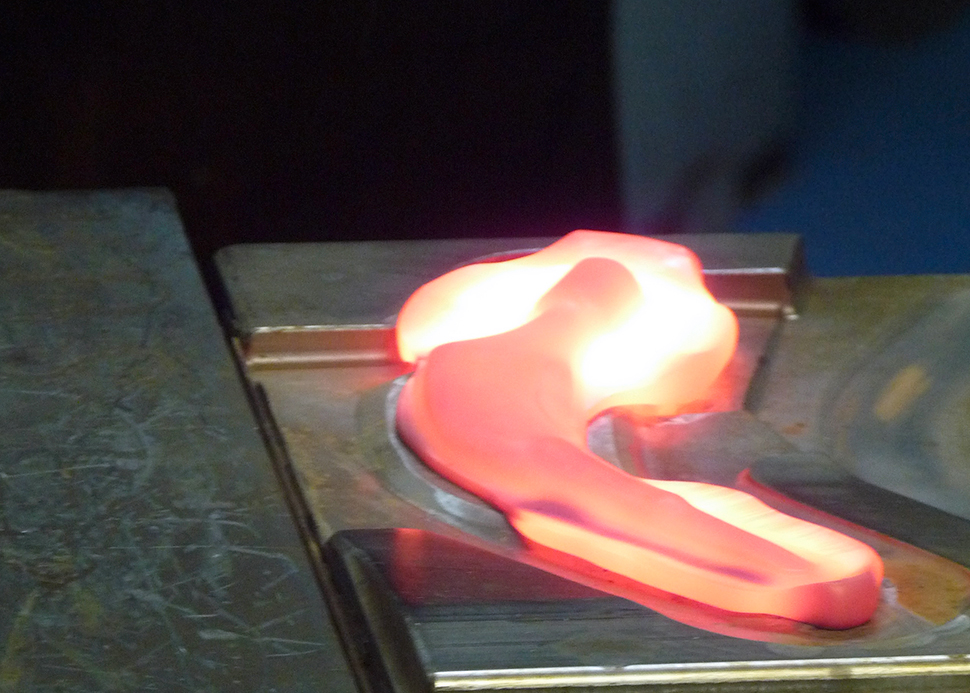
All forging operations are precisely regulated according to the manufacturing process defined by the process planning department. The recommended process and production tools are tailored specifically to your specifications.
Here is what takes place in a standard forging process :
FORGINAL medical applies its know-how to innovation and research and development. This commitment has enabled it to develop very high quality results :

Forging Manager
FORGINAL medical
What do I like about it? - Doing things that are useful and beneficial to others. We produce prostheses that improve people's lives and their comfort. You also have to really like precision and a job well done
This is made up of 3 people and one forging manager. The average experience of the staff is 15 years in medical forging.
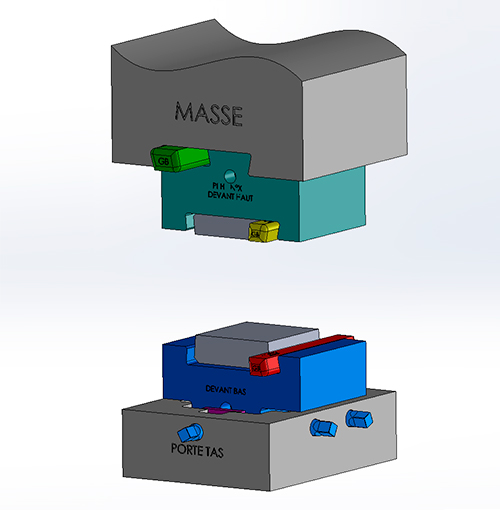
The tooling department receives CAE drawings from the design office. Based on these, it creates machining programmes for each part of the tools. In fact several tool assemblies are required to make your forged parts :

These inserts are mounted directly on our drop hammers. This is the part in which your part is forged. In most cases, there are cavities corresponding to the intermediate and final states of the forging.

we use this part of the tooling to cut off the flash (the part of the material remaining around the part after forging).

Machining fixtures
Inspection gauge
Bending tool
Marking die…
FORGINAL medical also manufactures its own insert holders, tool carriers and weights in-house. The tooling department, in partnership with the maintenance department, maintains production equipment in optimum condition

This is made up of 7 people. They all have machining qualifications and at least 10 years’ professional experience in this field.

Following this analysis, the department determines the most suitable manufacturing process for your requirements. It specifies the production facilities, the subcontracted operations and the tests to be carried out.
This department is at the very heart of the business so that it can work closely with the company’s operational teams. It is only once they have validated the manufacturing process and the tests on the parts that series production is started. The specialist experience of the process planners ensures that the production processes are optimised.
The team is made up of 2 technically trained staff who have more than 20 years’ professional experience in metallurgy.

Process Planning Manager
FORGINAL medical
I am involved right at the project creation stage. I am involved in establishing the rules so that everything is done in accordance with best practices for working and for making the part.

The task of the design office is to transform your drawings of finished parts into drawings of as-forged parts.
Each customer part is reproduced in 3D using Solidworks™ in order to incorporate the information needed to manufacture in the forging process. Various technical points are checked at this stage (draft, radii, parting lines, dimensional tolerances, form tolerances, etc.).
After validation by the customer of the forging drawing, the design office designs the various tools required at each stage of the production process. The machining path for the creation of each forging tool is simulated to ensure the best possible appearance after forging.
The rules for designing a forging tool are not limited to a single forming cavity. An in-depth study is necessary in order to :

The project manager is a member of the CAE team. He/she is responsible for your project from beginning to end, from the design of your part right through to its series production.

There are 5 people in the design office.
They are all trained in the use of design and machining software.
They all have technical qualifications and have at least 5 years’ professional experience.
These are FORGINAL medical’s in-house rules for designing tools. They are a mixture of traditional forging rules and FORGINAL medical‘s specialist skills, capitalising on knowledge gained from the company’s 35 years’ experience.

Design Office
FORGINAL medical
I love what I do because it is one of those rare jobs where you go from a simple "lump of metal" to a finished precision part. In my job, I create things, using tools that have virtually infinite possibilities.
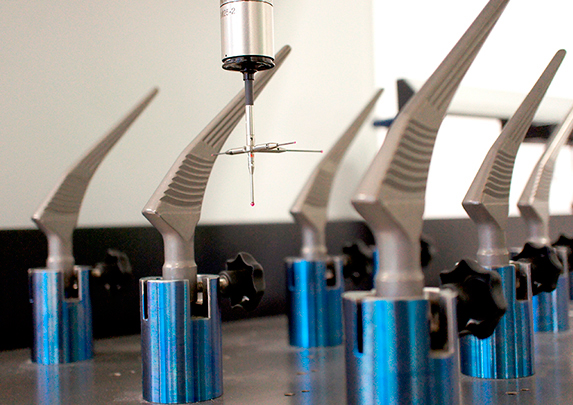
All product batches are tested during their manufacture and prior to dispatch. This testing programme is defined after a risk analysis: according to the end use of the part, the customer’s requirements and feedback from past manufacturing. The testing programme is formalised in a quality assurance plan that is submitted to the customer for validation. Any significant modification of the manufacturing and/or testing process is submitted to the customer for validation.
Numerous tests are carried out on your parts. We adapt them to your specifications. The main tests are listed below.

This is carried out on 100% of the surface of all parts by staff with COFREND (French confederation for non-destructive testing) level 2 qualifications. The tests are carried out in accordance with standards NF EN 10228-2 and ISO 3452-1. The penetrant inspection line is an SREM line specifically for products intended for the medical market. Our products are sensitivity level S3. A brand-new penetrant inspection system was installed in 2016.
These are carried out at the various stages in the production process and at the end of the process, prior to delivery. Manual tools (callipers, gauges, profile projectors, etc.) or automatic tools (3D machine) are used for this.



All our subcontractors are COFRAC (French accreditation body) accredited. They can carry out tensile testing in accordance with ASTM E8/E8M or ISO 6892-1.
Full traceability is assured, and control of the service provided is guaranteed by the use of precise specifications. Other tests can be carried out on request, according to our customers’ specific requirements (hydrogen content, alpha-case depth, grain flow, etc.)


This is made up of 10 people, 2 of whom are COFREND (French confederation for non-destructive testing) level 2 qualified penetrant inspection and magnetic particle testers. The average experience of the team is over 15 years. The testing team is multi-skilled.

Testing Technician
FORGINAL medical
I got into forging by chance, but since I started I have never stopped training for my job. I love it. I hope to take the place of my older colleagues who are retiring.